







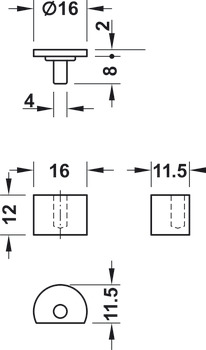
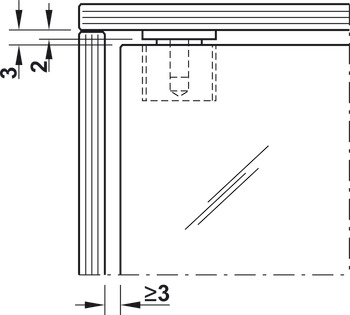
Glastür-Zapfenband, Öffnungswinkel max. 130°, innenliegend
für Ganzglaskonstruktionen, für einliegende Türen, zum Kleben
Art.-Nr. 361.51.020

1 von
4

2 von
4
3 von
4
4 von
4
Weitere Funktionen

Sie wurden aus Sicherheitsgründen abgemeldet.
Scannen Sie jetzt einen Häfele EAN-Code oder einen QR-Code, um direkt Produktinformationen zu erhalten.
Die Kamera kann keinen gültigen QR-Code / Häfele EAN-Code erkennen.
| Häfele SE & Co KG, Adolf-Häfele-Str. 1, 72202 Nagold, Deutschland Tel: +49 (0) 74 52 / 95 - 0, Fax: +49 (0) 74 52 / 95 - 2 00, E-Mail: info@haefele.de |
Bitte wählen Sie einen Artikel über die Merkmale oder Artikeltabelle aus, um diesen in den Warenkorb zu legen.







